 EN
EN NL
NL FR
FR DE
DE JA
JA KO
KO PT
PT RU
RU ES
ES TR
TRPropriedades e aplicações de liga e aplicações de liga MG-ZN-ZR
De acordo com os princípios de liga, o ND entre os elementos de Terra Rara (Re) exibe solubilidade relativamente alta em Mg, contribuindo significativamente para a temperatura ambiente e a força de alta temperatura. O ER misto (predominantemente CE) e CE mostram a menor solubilidade (0,85%), que beneficia a força de alta temperatura, mas afeta adversamente a força e a plasticidade da temperatura ambiente. LA tem o efeito mais fraco, oferecendo contribuições inferiores à força de alta e baixa temperatura em comparação com ND e CE.
ZM3 e ZM4 pertencem ao sistema MG-CE. Ambas as ligas compartilham o conteúdo idêntico misto de ER (rico em CE) e ZR (consulte a tabela abaixo), mas diferem no conteúdo de Zn: o ZM3 possui baixo Zn (0,2%a 0,7%), resultando em menor resistência à temperatura ambiente, enquanto o ZM4 contém Zn mais alto, aumentando a resistência à temperatura ambiente, mas a redução da força de alta temperatura. Ambas as ligas exibem excelente estabilidade térmica a 200-250 ° C, com ZM3 mantendo força quase inalterada até 250 ° C. A microestrutura fundida das ligas de MG-CE consiste em fase α e compostos com os limites dos grãos. O tamanho do grão diminui com o aumento do conteúdo de ZR dissolvido, melhorando as propriedades da temperatura ambiente. Para atender aos requisitos de desempenho padronizados, o ZR dissolvido deve ser ≥0,4% para ZM3 e ≥0,5% para ZM4 (diâmetro médio de grãos ≤0,04 mm).
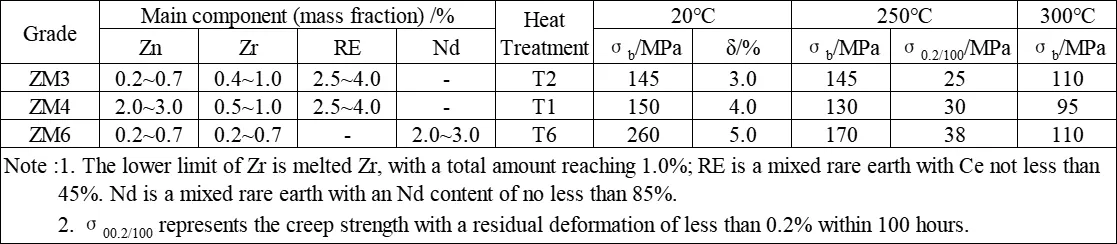
A composição química e as propriedades mecânicas em temperaturas altas e baixas de Mg-Re-Zn-Zr resistente à série de ligas de magnésio de fundição por calor
I. Composição química e propriedades da liga ZM3

Composição química e conteúdo de impureza (WT%) de ZM3
O sistema de tratamento térmico da liga ZM3: o ZM3 é normalmente usado no estado fundido. Quando recozida, o processo recomendado é (325 ± 5) ° C por 3-5 h, seguido de resfriamento de ar. A temperatura de ignição do ZM3 no ar é ≥400 ° C, embora a inflamabilidade dependa de dimensões e geometria da peça. Partículas finas ou poeira acendem prontamente, enquanto as fichas de usinagem representam riscos mais baixos de incêndio, a menos que aquecidos acima dos pontos de ignição. Seções grossas requerem aquecimento prolongado para queimar.
Ii. Processo de fusão e fundição da liga ZM3
(1) A liga é derretida em um cadinho de aço de baixo carbono para soldagem. O processo de fusão das ligas contendo zircônio é diferente da das ligas de magnésio contendo alumínio. Deve ser realizado no mesmo cadinho que o elenco. A transferência para outro cadinho para fundição causará perda de conteúdo de zircônio. A liga é derretida sob a cobertura de um fluxo composto por cloretos e fluoretos. Durante o processo de liga, os metais de terras raras não devem ser expostas a altas temperaturas no ar acima da superfície líquida e não devem ser removidas da superfície líquida para evitar a oxidação e perda. A perda de zinco pode ser ignorada, enquanto a perda de terras raras varia dependendo da operação de fundição, geralmente variando de 10% a 15%. O zircônio é adicionado na forma de uma liga mestre de magnésio-zircônio com uma fração de massa de zircônio superior a 25%. Durante o refino, um fluxo especial sem cloreto de magnésio é polvilhado na superfície do metal. Isso ocorre porque o cloreto de magnésio nos fluxos comuns reagirá com metais de terras raras para formar cloretos de terras raras que precipitam do líquido metálico, causando perda de terras raras. Antes de fundir, o metal é deixado para permanecer por 15 a 20 minutos para permitir que o fluxo se separasse do metal e precipite com compostos insolúveis. Em seguida, a temperatura é reduzida ao nível necessário para fundir as peças fundidas. Pelo menos 15% a 20% da liga derreter deve permanecer no fundo do cadinho para evitar que a escória, o fluxo e o zircônio insolúvel sejam derramados no molde.
(2) Durante o processo de preparação da liga, a contaminação por elementos como alumínio, ferro, silício e manganês deve ser impedida, pois esses elementos impedem o efeito de refinamento de grãos do zircônio.
(3) Devido à baixa solubilidade do zircônio e sua tendência a formar compostos com vários elementos de impureza e ser perdido, a quantidade de zircônio adicionada deve ser de 3 a 5 vezes o teor de zircônio necessário na liga.
(4) O grau de refinamento de grãos está intimamente relacionado ao teor de zircônio dissolvido na liga. Ao mesmo tempo, o conteúdo de zircônio tem um impacto significativo nas propriedades de tração da liga. Portanto, a tecnologia de fusão e o controle de temperatura são extremamente crucial.
Iii. Propriedades físicas da liga ZM3
A liga ZM3 é não magnética. Sua faixa de temperatura de fusão é de 590 - 645 ℃. A condutividade térmica λ é 117 W/cm · ℃ a 100 - 300 ℃. A densidade γ é 1,80 g/cm³. A resistividade ρ a 20 ℃ é 73 nω · m. A capacidade de calor específica e o coeficiente de expansão linear da liga ZM3 são mostrados na tabela a seguir.

O coeficiente de expansão linear da liga ZM3
A capacidade de calor específica da liga ZM3
A microestrutura da liga ZM3 em condição por fundição consiste em solução sólida de MG e compostos em blocos distribuídos nos limites dos grãos. Nos casos de corrosão profunda, a segregação intragranular de ZR pode ser observada. Um conteúdo de ZR mais alto leva ao tamanho mais fino da liga e uma tendência mais baixa para os compostos se formarem dentro dos dendritos. Após o recozimento a 325 ° C por 3 a 5 horas, alguns compostos precipitam como pequenas partículas dentro dos grãos. A liga de magnésio ZM3 possui excelente resistência à corrosão no ar seco, mas sua estabilidade química é ruim no ar úmido, água (especialmente água do mar) e reage vigorosamente com a maioria dos ácidos inorgânicos. Nas atmosferas industriais, a resistência à corrosão do magnésio é semelhante à do aço de carbono médio. O filme de óxido do magnésio não é denso, portanto, o tratamento da superfície é necessário para o uso a longo prazo em condições atmosféricas. As ligas de magnésio são estáveis contra ácido selênico, fluoretos e ácido hidrofluórico, formando sais insolúveis. Ao contrário do alumínio, as ligas de magnésio não reagem com hidróxido de sódio e também são estáveis em gasolina, querosene e óleo lubrificante. O magnésio é um dos metais mais eletronegativos e não deve ser montado diretamente com peças feitas de ligas de alumínio (exceto as ligas Al-MG), ligas de cobre ou aço, pois isso pode causar corrosão eletroquímica. Ferro, cobre, níquel, silício, cloretos e outras impurezas, bem como certos defeitos de fundição, podem reduzir a estabilidade da corrosão das ligas de magnésio. O ZR na liga pode refinar o tamanho do grão e eliminar os efeitos nocivos das impurezas, aumentando significativamente a resistência à corrosão da liga.
4. Propriedades do processo da liga ZM3
(1) formação de desempenho.
A liga ZM3 possui excelente processabilidade de fundição, com uma temperatura de fundição de 720 a 800 ° C. A liga possui boas propriedades de enchimento e sua fluidez, medida pelo comprimento da barra de teste fundido, é de 300 mm. Não há tendência a formar porosidade microscópica durante a solidificação. A primeira rachadura nas formas de teste de tendência de rachaduras térmicas a uma largura do anel de 12,5 a 15 mm. A taxa de encolhimento linear é de 1,3%.

Propriedades de tração típicas das peças fundidas da liga ZM3 à temperatura ambiente e alta temperatura
(2) desempenho de soldagem.
A liga pode ser soldada pela soldagem do arco de argônio e tem um bom desempenho de soldagem de reparo. O estresse interno deve ser eliminado após a soldagem, e a qualidade interna e a inspeção de trincas superficiais devem ser realizadas após a soldagem.
(3) Processo de tratamento térmico
A liga só é recozida quando necessário.
(4) Processo de tratamento de superfície
A superfície da fundição deve ser quimicamente oxidada para formar uma fina camada de proteção. Antes do tratamento de oxidação química, a fundição deve ser jateada e degradação. De acordo com os diferentes usos das peças, a proteção de óleo ou tinta deve ser realizada após o tratamento da oxidação.
(5) desempenho de usinagem e moagem
A liga possui excelente desempenho de usinagem e pode ser usinada a uma profundidade de corte maior e velocidade muito alta em comparação com outros metais. A energia necessária para remover uma certa quantidade de metal é menor que a de qualquer outro metal. Durante a usinagem, excelentes superfícies lisas podem ser obtidas sem moer ou polimento, seja com ou sem fluido de corte.
V. Aplicações da liga ZM3
A liga ZM3 é amplamente utilizada em peças do motor, acessórios e várias cartuchos.